

Szénszál egy 95%-nál nagyobb széntartalmú rostanyag. Kiváló mechanikai, kémiai, elektromos és egyéb tulajdonságokkal rendelkezik. Az „új anyagok királya” és egy stratégiai anyag, amely hiányzik a katonai és polgári fejlesztésekben. „Fekete Aranyként” ismert.
A szénszálas gyártási sor a következő:

Hogyan készül a vékony szénszál?
A szénszálas gyártási technológia azóta is sokat fejlődött és kiforrott. A szénszálas kompozit anyagok folyamatos fejlesztésével egyre népszerűbbé vált az élet minden területén, különösen a repülés, az autóipar, a vasút, a szélerőművek stb. erőteljes növekedése és ennek hajtóereje, a szénszálas ipar fejlődése miatt. A kilátások még szélesebbek.
A szénszálas iparági lánc felosztható upstream és downstream részekre. Az upstream általában a szénszál-specifikus anyagok gyártására utal; a downstream általában a szénszálas alkalmazási alkatrészek gyártására. Az upstream és downstream között lévő vállalatok a szénszálas gyártási folyamat berendezésszállítóiként tekinthetnek rájuk. Amint az az ábrán látható:
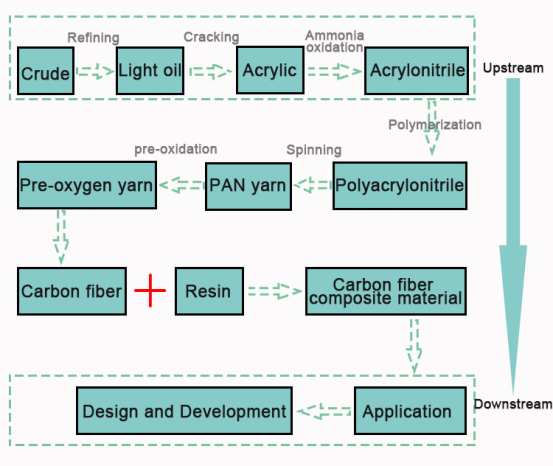
A szénszálas ipari lánc elején a nyers selyemtől a szénszálig tartó teljes folyamatnak olyan eljárásokon kell keresztülmennie, mint az oxidációs kemencék, a karbonizáló kemencék, a grafitizáló kemencék, a felületkezelés és az méretezés. A szálszerkezetben a szénszál dominál.
A szénszálas ipar láncának felső szakasza a petrolkémiai iparhoz tartozik, és az akrilnitrilt főként nyersolaj finomításával, krakkolásával, ammónia oxidációjával stb. nyerik; a poliakrilnitril prekurzor szálat, a szénszálat a prekurzor szál előoxidációjával és karbonizálásával, a szénszálas kompozit anyagot pedig szénszál és kiváló minőségű gyanta feldolgozásával nyerik az alkalmazási követelmények teljesítése érdekében.
A szénszál előállítási folyamata főként a húzást, a húzást, a stabilizálást, a karbonizálást és a grafitizálást foglalja magában. Amint az az ábrán látható:
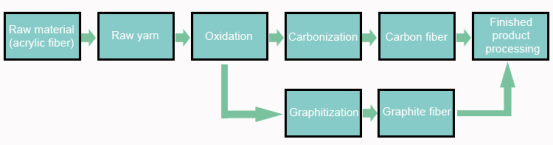
Rajz:Ez a szénszál gyártási folyamatának első lépése. Ez főként a nyersanyagokat szálakra választja szét, ami fizikai változást jelent. A folyamat során tömegátadás és hőátadás történik a fonófolyadék és a koagulálófolyadék között, végül pedig PAN kicsapódás történik. A szálak gélszerkezetet alkotnak.
Szerkesztés:100-300 fokos hőmérsékletet igényel a működéshez az orientált szálak nyújtó hatásával együtt. Ez egyben kulcsfontosságú lépés a PAN szálak nagy modulusának, nagyfokú erősítésének, tömörítésének és finomításának elérésében is.
Stabilitás:A hőre lágyuló PAN lineáris makromolekuláris láncot 400 fokos melegítéssel és oxidációval nem képlékeny, hőálló trapéz szerkezetté alakítják, így magas hőmérsékleten nem olvad és nem gyúlékony, megőrzi a szál alakját, és a termodinamika stabil állapotban van.
Karbonizáció:A PAN-ban 1000-2000 fokos hőmérsékleten kell a nem szén alapú elemeket kiűzni, és végül 90%-nál nagyobb széntartalmú turbosztratikus grafitszerkezetű szénszálakat előállítani.
Grafitizáció: Az amorf és turbosztratikus karbonizált anyagok háromdimenziós grafitszerkezetekké alakításához 2000-3000 fokos hőmérséklet szükséges, ami a szénszálak modulusának javítására szolgáló fő technikai intézkedés.
A szénszál részletes folyamata a nyersselyem előállítási folyamatától a késztermékig a PAN nyersselyem előállítási folyamata. A huzaladagoló nedves hőjével történő előhúzás után a húzógép egymást követően az előoxidációs kemencébe juttatja. Az előoxidációs kemencecsoportban különböző gradiens hőmérsékleteken történő sütést követően oxidált szálak, azaz előoxidált szálak képződnek; az előoxidált szálak közepes és magas hőmérsékletű karbonizáló kemencéken való áthaladás után szénszálakká alakulnak; a szénszálakat ezután végső felületkezelésnek, méretezésnek, szárításnak és egyéb eljárásoknak vetik alá, hogy szénszálas termékeket kapjanak. A folyamatos huzaladagolás és a precíz vezérlés teljes folyamata során bármilyen kis probléma is befolyásolja a stabil termelést és a végső szénszálas termék minőségét. A szénszálgyártás hosszú folyamatfolyamattal, számos technikai kulcsfontosságú ponttal és magas termelési korlátokkal rendelkezik. Több tudományág és technológia integrációja.
A fenti a szénszál gyártása, nézzük meg, hogyan használják a szénszálas szövetet!
Szénszálas szövettermékek feldolgozása
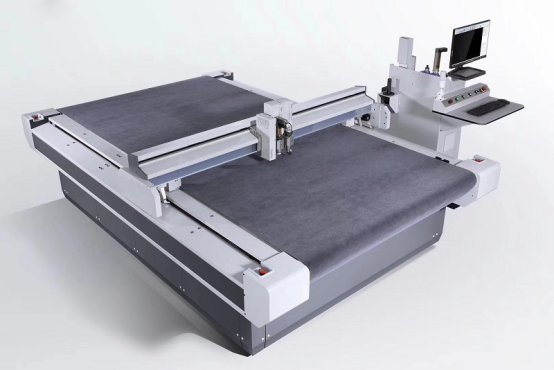
1. Vágás
A prepreget mínusz 18 fokban veszik ki a hűtőházból. Az ébredés után az első lépés az anyag pontos vágása az automata vágógép anyagdiagramja szerint.
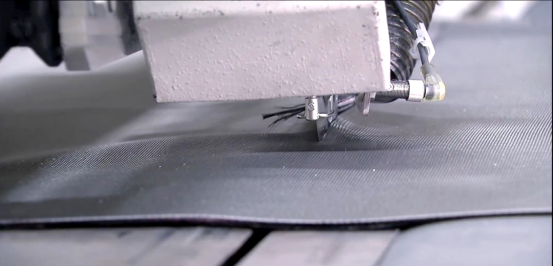
2. Útburkolás
A második lépés a prepreg felhelyezése a fektetőszerszámra, és a különböző rétegek lerakása a tervezési követelményeknek megfelelően. Minden folyamatot lézeres pozicionálás alatt végeznek.
3. Formálás
Egy automatizált kezelőrobot segítségével az előforma a présformázó géphez kerül.
4. Vágás
A formázás után a munkadarabot a vágórobot munkaállomására küldik a negyedik lépéshez, a vágáshoz és sorjázáshoz, hogy biztosítsák a munkadarab méretpontosságát. Ez a folyamat CNC-n is működtethető.
5. Tisztítás
Az ötödik lépés a szárazjéges tisztítás a tisztítóállomáson a leválasztószer eltávolítása érdekében, ami megkönnyíti a későbbi ragasztóbevonatolást.
6. Ragasztó
A hatodik lépés a szerkezeti ragasztó felvitele a ragasztórobot állomásán. A ragasztási pozíciót, a ragasztó sebességét és a ragasztóteljesítményt pontosan beállítják. A fém alkatrészekkel való csatlakozás egy részét szegecseléssel rögzítik, amit a szegecselő állomáson végeznek el.
7. Összeszerelési ellenőrzés
A ragasztó felvitele után a belső és külső paneleket összeszerelik. A ragasztó megkötését követően kék fényérzékelést végeznek a kulcslyukak, pontok, vonalak és felületek méretpontosságának biztosítása érdekében.
A szénszálat nehezebb feldolgozni
A szénszál egyrészt a szénszálas anyagok nagy szakítószilárdságával, másrészt a szálak lágy feldolgozhatóságával rendelkezik. A szénszál egy új anyag, kiváló mechanikai tulajdonságokkal. Vegyük például a szénszálat és a közönséges acélt, a szénszál szilárdsága körülbelül 400-800 MPa, míg a közönséges acélé 200-500 MPa. Szívósság szempontjából a szénszál és az acél alapvetően hasonló, és nincs köztük nyilvánvaló különbség.
A szénszál nagyobb szilárdsággal és könnyebb súlysal rendelkezik, így az új anyagok királyának nevezhetjük. Ennek az előnynek köszönhetően a szénszállal erősített kompozitok (CFRP) feldolgozása során a mátrix és a szálak összetett belső kölcsönhatásokat alakítanak ki, ami miatt fizikai tulajdonságaik eltérnek a fémekétől. A CFRP sűrűsége sokkal kisebb, mint a fémeké, míg szilárdsága nagyobb, mint a legtöbb fémé. A CFRP inhomogenitása miatt a feldolgozás során gyakran előfordul a szálak kihúzódása vagy a mátrixszálak leválása; a CFRP nagy hőállósággal és kopásállósággal rendelkezik, ami megnöveli a berendezések igénybevételét a feldolgozás során, így a gyártási folyamat során nagy mennyiségű forgácsolási hő keletkezik, ami komolyabban befolyásolja a berendezések kopását.
Ugyanakkor az alkalmazási területek folyamatos bővülésével a követelmények egyre finomabbak, az anyagok alkalmazhatóságára vonatkozó követelmények és a CFRP minőségi követelményei egyre szigorúbbak, ami a feldolgozási költségek emelkedését is okozza.
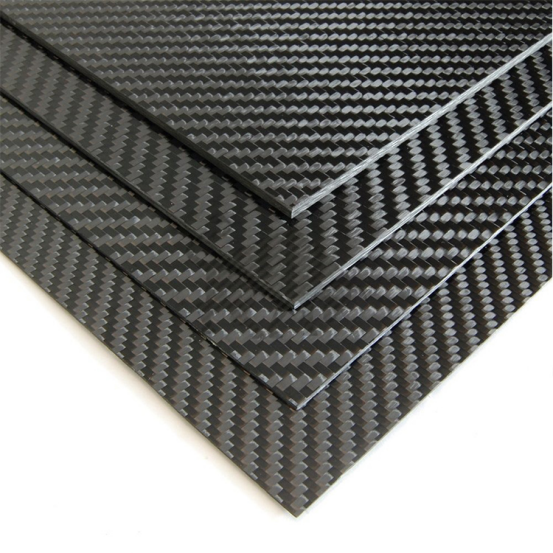
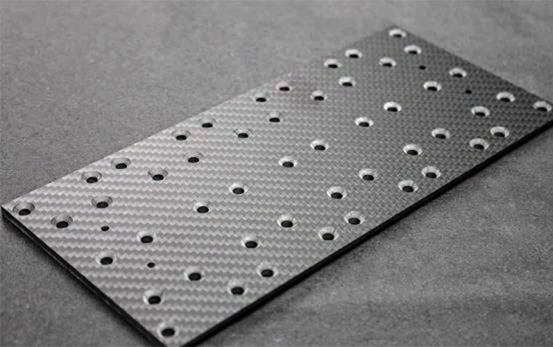
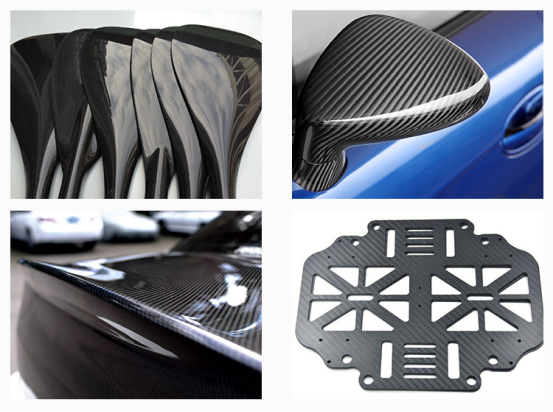
Szénszálas lemez feldolgozása
A szénszálas tábla kikeményedése és formázása után utófeldolgozásra, például vágásra és fúrásra van szükség a precíziós követelmények vagy az összeszerelési igények kielégítése érdekében. Ugyanazon feltételek mellett, mint például a vágási folyamat paraméterei és a vágási mélység, a különböző anyagokból, méretekben és formákban készült szerszámok és fúrók kiválasztása nagyon eltérő hatást vált ki. Ugyanakkor olyan tényezők, mint a szerszámok és fúrók szilárdsága, iránya, ideje és hőmérséklete, szintén befolyásolják a feldolgozási eredményeket.
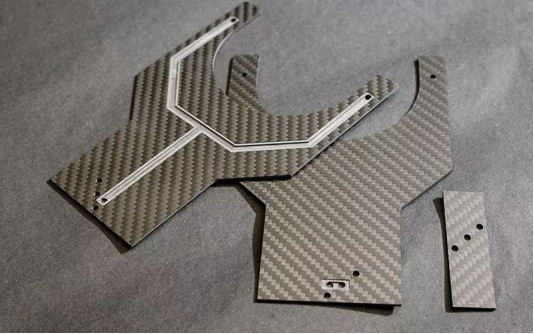
Az utófeldolgozás során törekedjünk éles, gyémántbevonatú szerszám és tömör keményfém fúróhegy kiválasztására. A szerszám és a fúróhegy kopásállósága határozza meg a megmunkálás minőségét és a szerszám élettartamát. Ha a szerszám és a fúróhegy nem elég éles, vagy nem megfelelően használják, az nemcsak a kopást gyorsítja fel, növeli a termék feldolgozási költségeit, hanem a lemezt is károsítja, befolyásolva a lemez alakját és méretét, valamint a lemezen lévő furatok és hornyok méreteinek stabilitását. Az anyag réteges szakadását, vagy akár a blokkok összeomlását okozhatja, ami az egész lemez selejtezéséhez vezethet.
Fúráskorszénszálas lemezek, minél nagyobb a sebesség, annál jobb a hatás. A fúrófejek kiválasztásánál a PCD8 homlokélű fúrófej egyedi fúrócsúcs-kialakítása alkalmasabb a szénszálas lemezekhez, amelyek jobban behatolnak a szénszálas lemezekbe és csökkentik a delamináció kockázatát.
Vastag szénszálas lemezek vágásakor kétélű, bal és jobb oldali spirális élű kompressziós maró használata ajánlott. Ez az éles vágóél felső és alsó spirális csúccsal is rendelkezik, hogy kiegyensúlyozza a szerszám axiális erejét felfelé és lefelé vágás közben, biztosítva, hogy a keletkező vágóerő az anyag belső oldalára irányuljon, így stabil vágási feltételeket érve el és megakadályozva az anyag delaminációját. A „Pineapple Edge” maró felső és alsó gyémánt alakú éleinek kialakítása a szénszálas lemezeket is hatékonyan vágja. Mély forgácshoronya sok vágási hőt von el a vágási folyamat során keletkező forgácsok kisülésén keresztül, így elkerülve a szénszálas lemez tulajdonságainak károsodását.
01 Folyamatos hosszú szál

Termékjellemzők:A szénszálgyártók leggyakoribb termékformája, a köteg több ezer monofilből áll, amelyeket a sodrás módja szerint három típusra osztanak: NT (soha nem sodrott, sodrás nélküli), UT (csavarás nélküli, sodrás nélküli), TT vagy ST (csavart, sodrott), amelyek közül az NT a leggyakrabban használt szénszál.
Fő alkalmazás:Főként kompozit anyagokhoz, például CFRP, CFRTP vagy C/C kompozit anyagokhoz használják, az alkalmazási területek közé tartoznak a repülőgép-/repülőgép-felszerelések, sportfelszerelések és ipari berendezések alkatrészei.
02 Vágószálas fonal

Termékjellemzők:rövid szálú fonal rövid, rövid szénszálakból fonott fonalak, mint például az általános célú, szurok alapú szénszálak, általában rövid szálak formájában lévő termékek.
Fő felhasználási módok:hőszigetelő anyagok, súrlódásgátló anyagok, C/C kompozit alkatrészek stb.
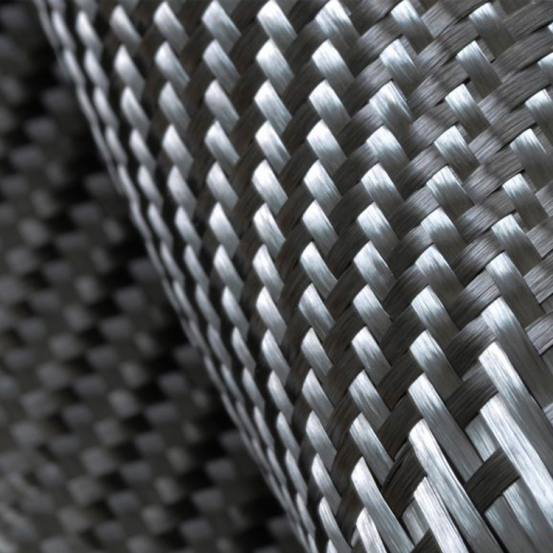
03 Szénszálas szövet

Termékjellemzők:Folyamatos szénszálból vagy szénszálas fonásból készül. A szövési módszer szerint a szénszálas szövetek szőtt szövetekre, kötött szövetekre és nem szőtt szövetekre oszthatók. Jelenleg a szénszálas szövetek általában szőtt szövetek.
Fő alkalmazás:Ugyanaz, mint a folytonos szénszál, főként kompozit anyagokban, például CFRP, CFRTP vagy C/C kompozit anyagokban használják, az alkalmazási területek közé tartoznak a repülőgép-/repülőgép-felszerelések, sportfelszerelések és ipari berendezések alkatrészei.
04 Szénszálas fonott öv

Termékjellemzők:Egyfajta szénszálas szövethez tartozik, amelyet szintén folyamatos szénszálból vagy szénszálas fonott fonalból szőnek.
Fő felhasználási mód:Főként gyanta alapú erősítőanyagokhoz használják, különösen csőtermékek gyártásához és feldolgozásához.
05 Aprított szénszál

Termékjellemzők:A szénszálas fonott fonal koncepciójától eltérően általában folyamatos szénszálból készül aprított feldolgozással, és a szál aprított hossza az ügyfél igényei szerint vágható.
Fő felhasználási módok:Általában műanyagok, gyanták, cement stb. keverékeként használják, a mátrixba keverve javíthatók a mechanikai tulajdonságok, a kopásállóság, az elektromos vezetőképesség és a hőállóság; az utóbbi években a 3D nyomtatású szénszálas kompozitokban az erősítőszálak többnyire aprított szénszálak.
06 Szénszál csiszolása

Termékjellemzők:Mivel a szénszál törékeny anyag, őrlés, azaz szénszál őrlése után porított szénszálas anyaggá alakítható.
Fő alkalmazás:hasonló az aprított szénszálhoz, de ritkán használják cementerősítésben; általában műanyag, gyanta, gumi stb. vegyületeként használják a mátrix mechanikai tulajdonságainak, kopásállóságának, elektromos vezetőképességének és hőállóságának javítására.
07 Szénszálas szőnyeg

Termékjellemzők:A fő formája a filc vagy a paplan. Először a rövid szálakat mechanikus kártolással és más módszerekkel rétegezik, majd tűlyukasztással készítik elő; más néven szénszálas nemszőtt szövet, a szénszálas szövött szövetek egyik fajtája.Fő felhasználási módok:hőszigetelő anyagok, öntött hőszigetelő anyag alapfelületek, hőálló védőrétegek és korrózióálló réteg alapfelületek stb.
08 Szénszálas papír
Termékjellemzők:Szénszálból állítják elő száraz vagy nedves papírgyártási eljárással.
Fő felhasználási módok:antisztatikus lemezek, elektródák, hangszórókúpok és fűtőlapok; az utóbbi években népszerű alkalmazások az új energiahordozójú járművek akkumulátorainak katódanyagai stb.
09 Szénszálas prepreg
Termékjellemzők:Szénszállal impregnált, hőre keményedő gyantából készült, félig keményített köztes anyag, amely kiváló mechanikai tulajdonságokkal rendelkezik és széles körben használják; a szénszálas prepreg szélessége a feldolgozóberendezés méretétől függ, és a gyakori specifikációk közé tartozik a 300 mm, 600 mm és 1000 mm szélességű prepreg anyag.
Fő alkalmazás:repülőgépek/repülőgépek, sportfelszerelések és ipari berendezések stb.
010 szénszálas kompozit anyag
Termékjellemzők:Termoplasztikus vagy hőre keményedő gyantából és szénszálból készült fröccsöntő anyag, a keverékhez különféle adalékanyagokat és apróra vágott szálakat adnak, majd keverési folyamaton mennek keresztül.
Fő alkalmazás:Az anyag kiváló elektromos vezetőképességére, nagy merevségére és könnyű súlyára támaszkodva főként berendezésburkolatokban és egyéb termékekben használják.
Mi is gyártunküvegszálas közvetlen roving,üvegszálas szőnyegek, üvegszálas háló, ésüvegszálas szőtt roving.
Kapcsolat:
Telefonszám: +8615823184699
Telefonszám: +8602367853804
Email:marketing@frp-cqdj.com
Közzététel ideje: 2022. június 1.





